Low Temperature Co-fired Ceramic
HiDEC Thick Film Process
- Overview
- GreenTape sizes (R&D versus Pilot)
- Via & Cavity formation
- Metallization; via and conductor printing
- In-situ metrology
- Stack or collate
- Lamination
- Sintering
Low Temperature Co-fire Ceramic (LTCC) technology incorporates multiple distinct sheets of metal- patterned, polymer-ceramic material that are then fused into a single homogenous assembly. The technology lends itself well to RF and high-frequency applications. The term Low Temperature is relative but indicates the final step in the process to sinter the multiple individual components (alumina/glass base, patterned conductive, resistive and dielectric elements) are Co-fired all at the same time to form one homogenous substrate.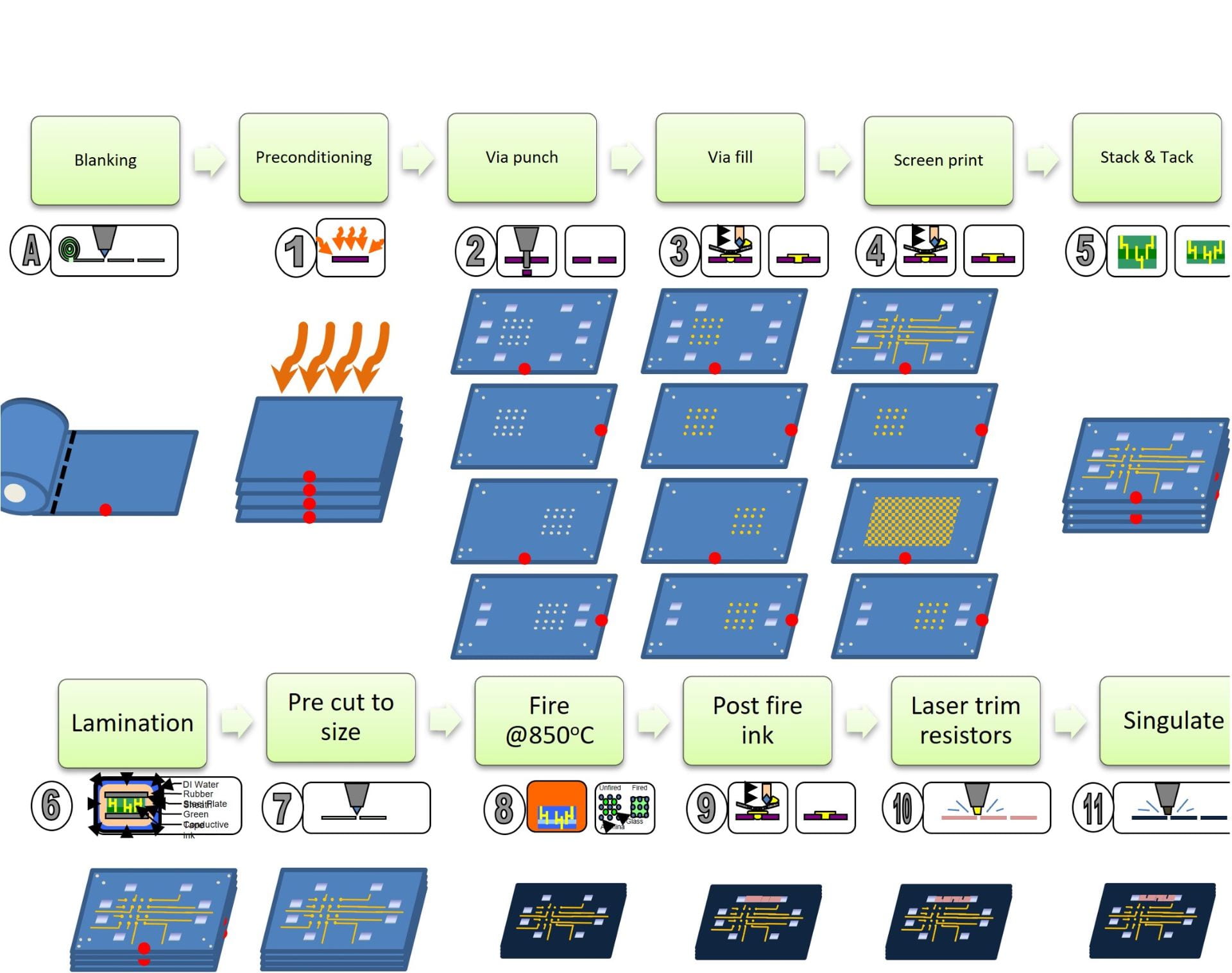
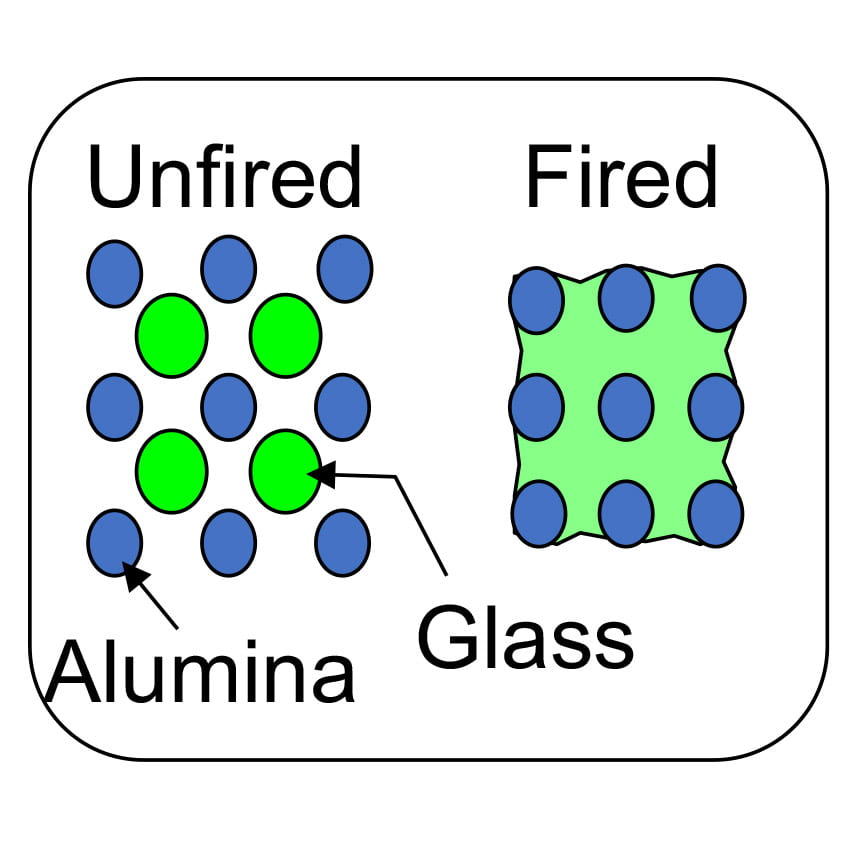
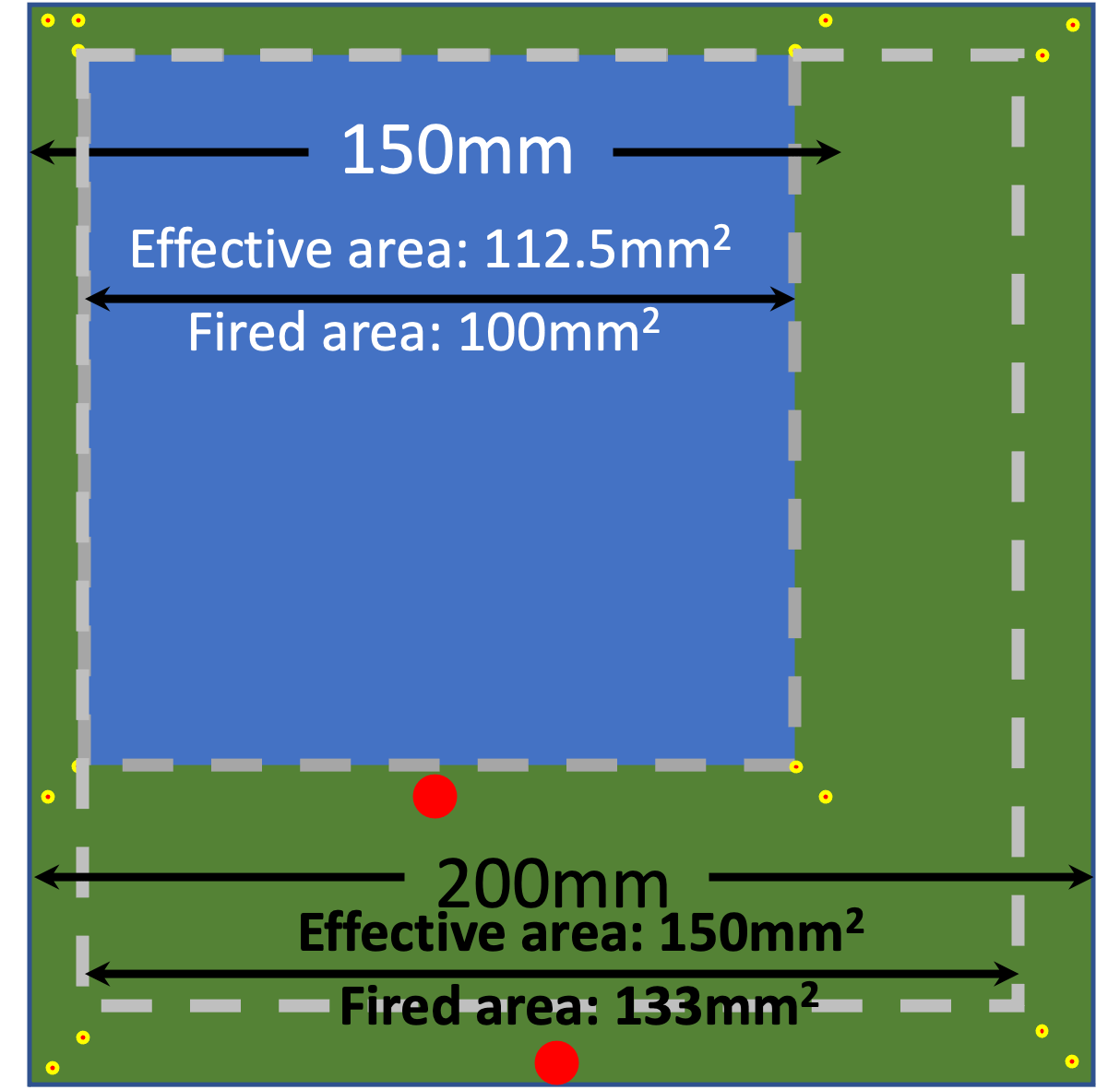 The ceramic base or GreenTape upon which the interconnect is printed on is generally composed of alumina with some glass composite that allows it to be fired/sintered at the ‘low’ temperature of 850°C. The tape is available from the supplier in widths ranging from 100mm to 200mm. Our R&D tooling is configured to use 150mm tape widths and the pilot production tooling will run 200mm. With that in mind, the usable interconnect area is 100/133mm respectively for the two process tools with the rest used for registration.
The ceramic base or GreenTape upon which the interconnect is printed on is generally composed of alumina with some glass composite that allows it to be fired/sintered at the ‘low’ temperature of 850°C. The tape is available from the supplier in widths ranging from 100mm to 200mm. Our R&D tooling is configured to use 150mm tape widths and the pilot production tooling will run 200mm. With that in mind, the usable interconnect area is 100/133mm respectively for the two process tools with the rest used for registration.
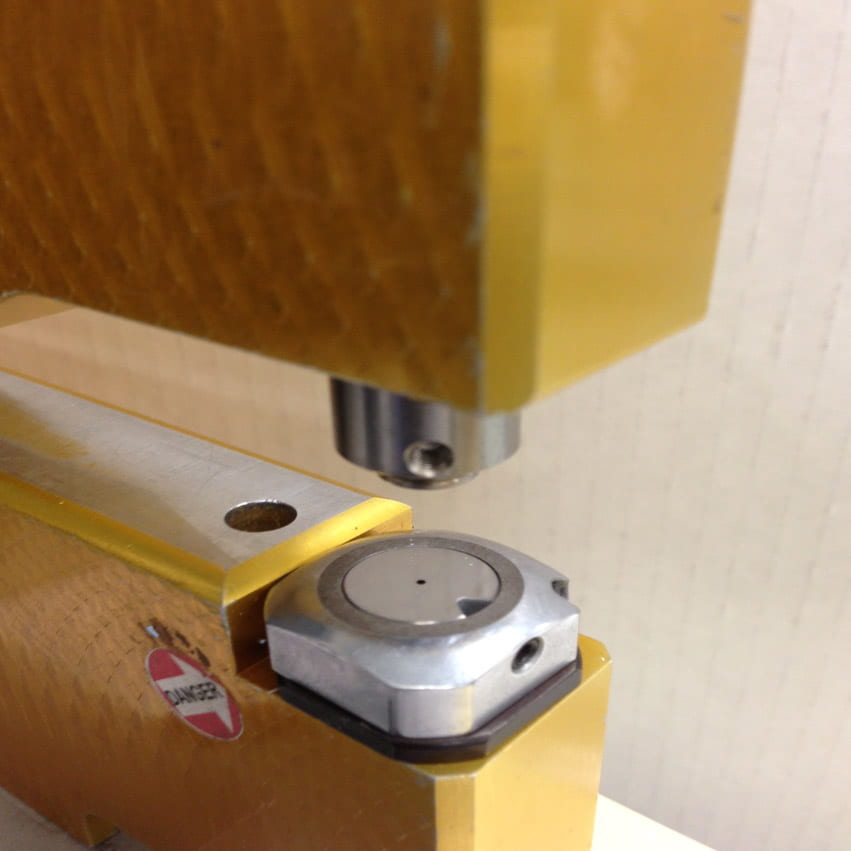
In order to connect one GreenTape layer to another electrically, a hole or via will need to made in the ceramic. The four most common approaches to make these vias are by punch, by drill, by mill or by laser. Each has its pros and cons, but HiDEC employs punching due to its fast production (500 holes/min), accuracy, easy setup, clean via formation and allowance for a combination of shapes. The 150mm and 200mm tooling are shown here capable of hole diameter from 150 micron to five millimeter though it should be noted that vias beyond 500 microns are not normally filled with metallization. A topic we will pick up next.
|
Punch card with a pin & the die |
4150 (150mm) tooling |
8200 & 5200 (200mm) tooling |


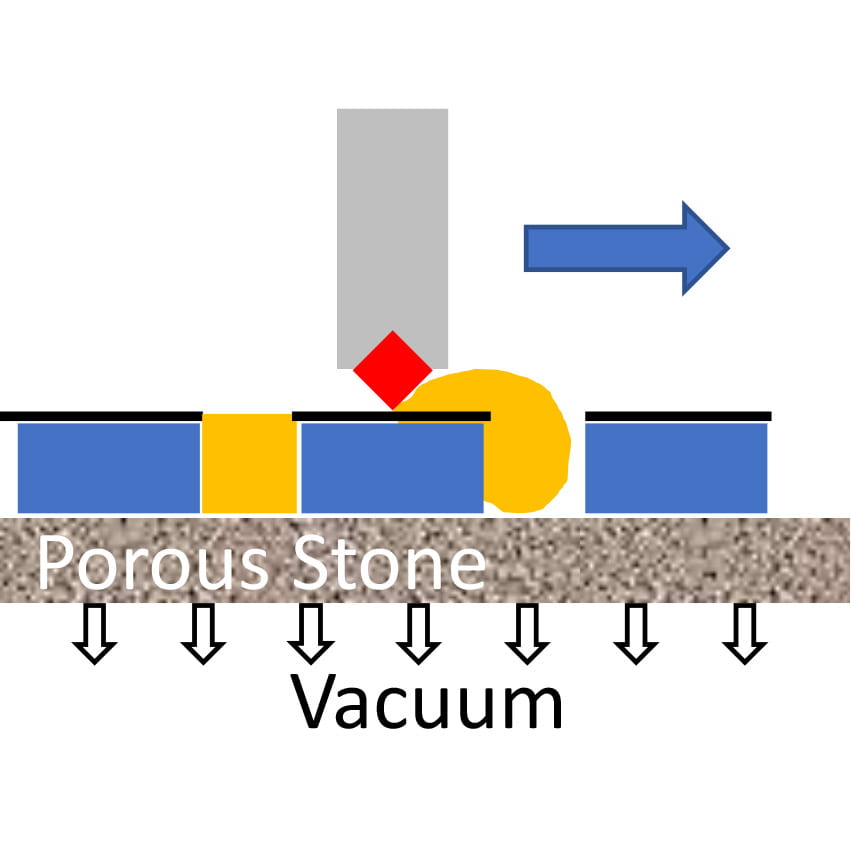
With vias placed in GreenTape, the first metallization step; via filling can be performed with either a silver or gold ink formulation. With this paste in placed and dried, the second metallization step; printing conductors again of silver or gold can be performed to route the circuitry on each layer. Via filling can be done by one of two ways, but our facility employs screen printing. For vias, HiDEC screen prints through patterned metal foil or stencil while for conductors, we use a fiber mesh with a photographically patterned emulsion called a screen. The 150mm and 200mm tooling are shown here capable of prints down to 100 micron.
|
Vacuum |
HMI MSP-886PC (150mm) tooling |
Microtec MT-550TVC (200mm) tooling |


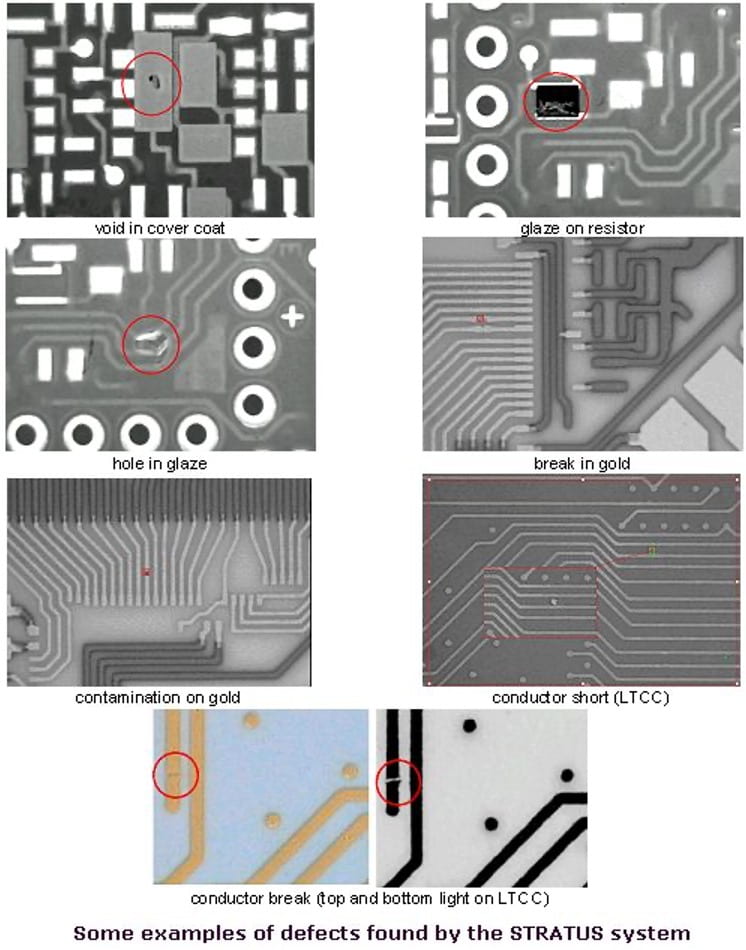
In-situ monitoring of the punch and printing process help insures higher yield on the overall module. The Stratus III can thoroughly inspect and scan for defects that result from the punch and printing process to allow for either a rework on the existing sheet of GreenTape or result in the need to create another layer of the same design to replace the defective one that was unrepairable.
|
Stratus III (200mm) inspection tooling |
|

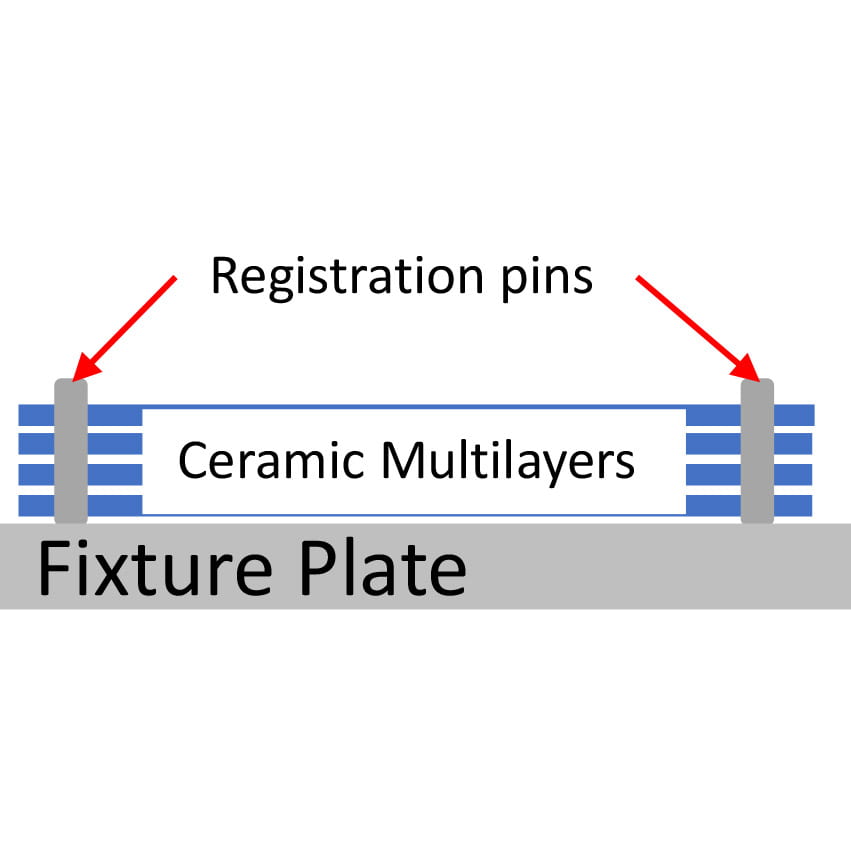
Once all layers have been punched, printed and inspected, the layers are stacked together in order to assemble the complete module. For the R&D level fabrication, this is done by hand where the layers are stacked directly on a lamination plate (a process to be described next) over registration pins. The pilot production collation is performed with the layers aligned with a vision system then stacked. Each layer is then ‘tacked’ in place with either heat or glue before the next layer is applied. The final module rolls forward from the conveyor belt shown here to then be placed onto a lamination plate for further processing.
 |
Baccini (200mm) collate tooling |

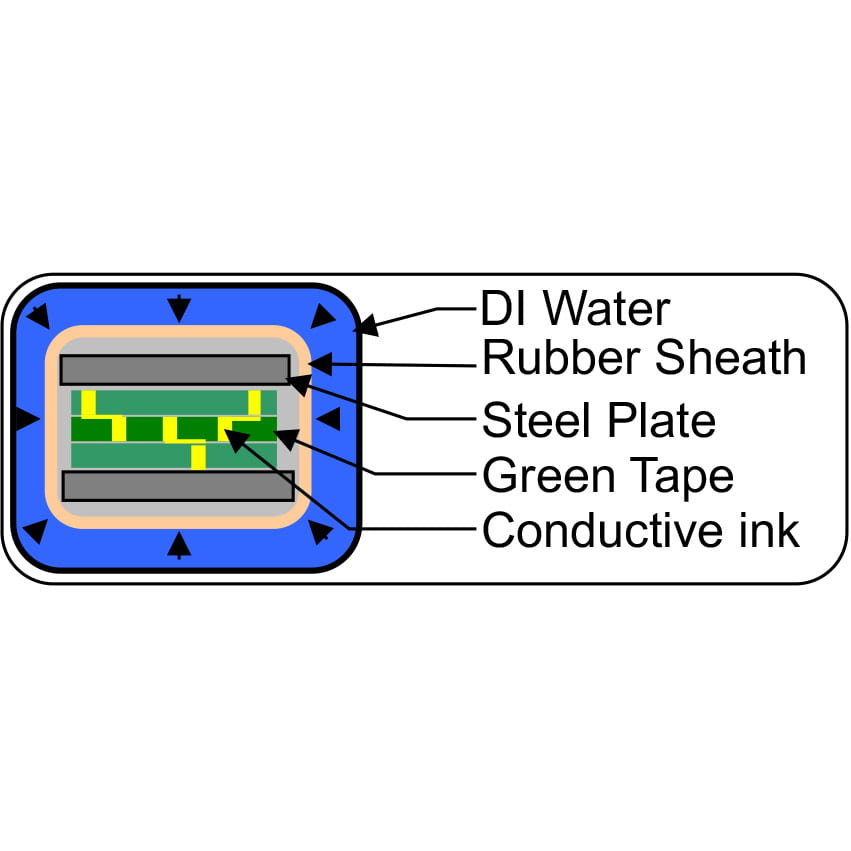 |

Avure (200mm) lamination tooling |
With the module laminated, the bare ceramic stack is placed in a furnace to go through two firing stages; the first at around 400°C in air burns out organic binders used in the paste and tape to make the thick film punch and print process easier while the second at 850°C causes the glass particles in the tape to melt and fuse together. Depending on the material used, the sintering time ranges from 10 to 27 hours.
 |
ThermoScientific (150mm) fire tooling |
